The HTLC ® Process … The New Standard in Food Safety
CLICK HERE to download the full HTLC Process.
The High Temperature Liquid Composting (HTLC®) process is an extremely efficient, state-of-the-art, in-vessel biological system which rapidly converts organic matter (including fish byproducts, vegetable and plant wastes, meat wastes, etc.) into high quality, manure free liquid organic fertilizer products.
Although similar in principal, the differences between liquid composting (HTLC®) and solid composting (windrow, static pile, etc.) are significant. Within solids composting, the core of the windrow heats up due to the microbial breakdown of the surrounding organic matter. The temperature at the center of the windrow, in addition to the digestive environment, pasteurizes the compost such that disease organisms are destroyed. Conversely, the outer shell of the windrow remains much cooler, at or near ambient temperatures, and therefore must be turned into the center for adequate high temperature processing. The thermal gradient, which is substantial for solids composting, does not exist in the liquid composting process – that is, the high temperature is equally distributed throughout the media. This and the improved digestion within the liquid composting process, reduces the treatment time for pasteurization while increasing the systems efficiency and reliability.
The HTLC® process is a proven biological treatment system developed by a multi-disciplinary team of scientists more than 30 years ago. This process utilizes naturally occurring, high-temperature bacteria (thermophiles) to digest and pasteurize all biodegradable organic wastes. In this process the heat released by the developing microflora drives the temperature as high as 195oF (90oC). The high temperatures within the system, in conjunction with the digestive environment, rapidly eliminate all the major plant, animal and human diseases. A one hour exposure at 140oF (60oC), in a moist environment, is effective in destroying bacteria responsible for cholera, typhoid fever, bacillary dysentery, brucellosis, E. coli, salmonellosis, etc. For instance, Salmonella is destroyed so quickly that these bacteria cannot be found in the system after only minutes of treatment.
In Table 1: Thermal Death Points of Some Common Pathogens and Parasites (see below) it shows that the HTLC® process (>131oF/550C) eliminates all pathogens harmful to plants, animals and humans within 60 minutes.
| Organism | Comments |
|---|---|
| Salmonella typhosa: | No growth beyond 460C; death within 30 minutes at 55-600C |
| Salmonell spp.: | Death within 1 hour at 550C; death within 15-20 minutes at 600C |
| Shigella spp.: | Death within 1 hour at 550C |
| Escherichia coli: | Most die within 1 hour at 550C and within 15-20 minutes at 600C |
| Endamoeba histolytica cysts: | Thermal death point is 680C |
| Taenia saginata: | Death within 5 minutes at 710C |
| Trichinella spiralis larvae: | Infectivity reduced as a result of 1 hour exposure at 500C; thermal death point is 62-720C |
| Necator americanus: | Death within 50 minutes at 450C |
| Brucella abortis or suis: | Death within 3 minutes at 610C |
| Micrococcus pyogenes var. aureus | Death within 10 minutes at 500C |
| Mycobacterium tuberculosis var. hominis: | Death within 15-20 minutes at 660C; or momentary heating at 670C |
| Corynebacterium diptheriae: | Death within 45 minutes at 550C |
Reference. Golucke, C.G. and Harold B. Gotaas, 1954. Public Health Aspects of Waste Disposal by Composting, American Journal of Public Health, vol. 44, p 345.

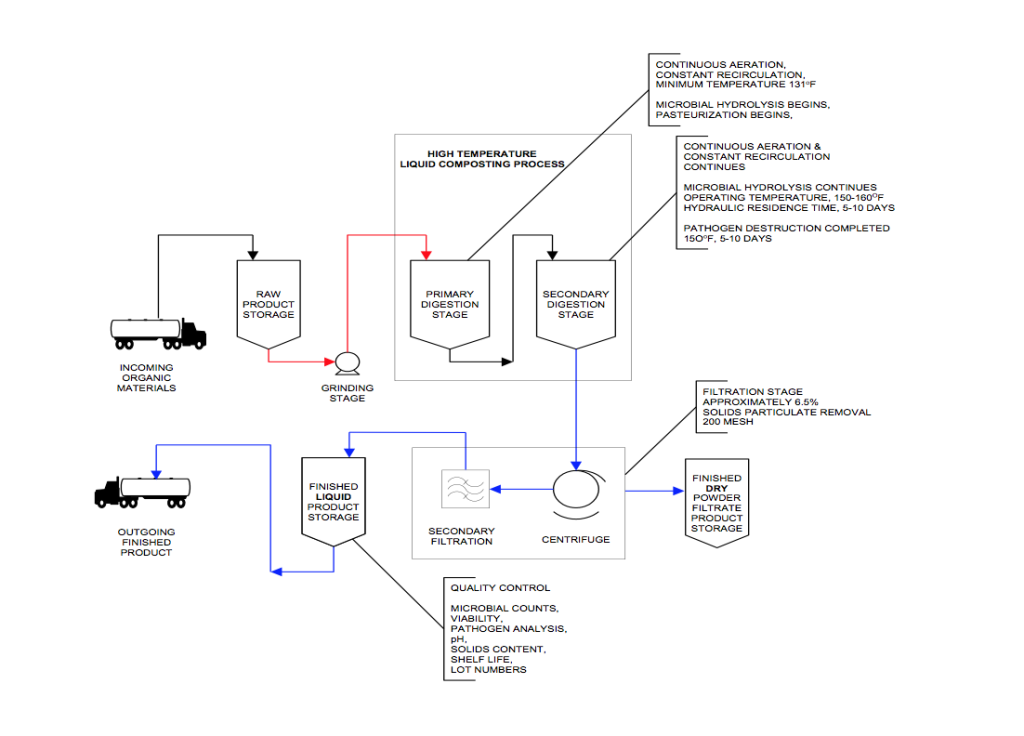
The Manufacturing Process
The product is then filtered and transferred to the third and final stage, assigned a lot number and offloaded into tanker trucks for bulk shipments.
- Digestion is up to ten times faster over conventional composting methods.
- No cross contamination with unprocessed input materials.
- Operation is independent of seasonal temperature variations.
- Compliance with stringent food safety standards.
- Process conditions exceed standards set for pasteurization of milk and other food products.
- In vessel system guarantees full pasteurization and removes the liability to growers, unlike poor composting techniques or manure pelleting systems.
- Continuous temperature logging to ensure batch quality and complete pasteurization.
- Process is designed to guarantee product is free of all harmful pathogens.